
Vacuum Degassing, Mixing, Molding, and Micro-Bead Dispensing
1.0 Introduction
2.0 Simple Vacuum Degassing
3.0 Vacuum Degassing
3.1 Effect of Pressure on Boiling Point
3.2 Vacuum Mixing Degassing
3.2.1 Mixer Choice
3.2.2 Impeller/Propeller Choice
3.2.3 Mixing Container Choice
3.3 Vacuum Mold Filling
3.4 Vacuum Micro-Bead (Micro-Balloon) Dispensing
4.0 Curing
5.0 Conclusion
Glossary
Additional References
| 1.0 Introduction |
This paper discusses vacuum degassing, vacuum mixing, vacuum molding, and vacuum micro-bead dispensing/mixing, addressing customer questions such as these:
- I’ve heard that our competitors degas their epoxies: Why is that necessary?
- I have an homogenous liquid that needs to be degassed: Why should I stir it while degassing?
- I have to mix more than one component together and the final mixture needs to be degassed: Should I mix my product while degassing?
- I have to fill a mold with my degassed mixture: Why should I fill the mold under vacuum?
Typically these processes are carried out in a vacuum chamber servicing a vacuum between 10 and 50 Torr … the actual value being specific to the bulk material. Chamber accessories specific to these processes will be discussed. Options for chamber control are discussed elsewhere.
Following an overview of Simple Vacuum Degassing (Section 1), there are further details of Vacuum Degassing (Section 3), Vacuum Mixing & Degassing (Section 3.2), Vacuum Mold Filling (Section 3.3), and Vacuum Micro-Bead Dispensing (Section 3.4).
Note that a Glossary of Terms appears at the end of this article. Bolded terms appear in the glossary.
Abbess Systems has a large number of solutions for the vacuum degassing and dosing customer, and your product’s quality will be better (fewer defects, improved aesthetics), and the batch-batch variance more reliable with each additional stage of vacuum processing that is employed. Whatever your decision regarding trade-off of your product quality and solution price, Abbess Systems has a vacuum degas/dose solution to fit your budget.
| 2.0 Simple Vacuum Degassing |
(TOP)
Many people who use resins and epoxies have heard that vacuum degassing can improve their mix-dose-degas-cure process. However, this is only true if degassing is carried out at the right stage/s. Table 1, for example, illustrates the negative result of degassing molds that have been filled in atmosphere, with non-degassed material. For the purpose of this document, dosing includes molding, casting, encapsulation, impregnation, filling etc. There will be emphasis on molding.
Table 1: Effect of degassing Molds Filled in Atmosphere with Non-Degassed Material

Table 1 raises the issue of liquid thickness which affects the ability of unwanted gas to escape the bulk material: Throughout this document, Abbess will refer to four types of bulk materials categorized by their thickness i.e. their resistance to flow (known as viscosity and measured in centipoise (cP)). Table 2 shows sample materials and applications by way of illustration. Note that the bulk material thickness is sometimes modified by mixing. The user must obtain the actual pre- and post-mixed viscosity from the manufacturer of their product/s.
Table 2: Four Types of Bulk Materials
| Type | Viscosity | Sample Material | Sample Application | |
| I | low | Up to 5000 cP | West System 105 Resin 1000 cP @ 22C | Dispersing fine particles in low viscosity liquid |
| II | Medium | 5000-30,000 cP | Resin Designs Epoxy 041207 Resin 12000 cP @ 25C Hardener 1200 cPs @ 25C |
|
| III | High | 30,000-100,000 cP | ||
| IV | Very high | Over 100,000 cP | Loaded Polymer Blending (loading viscous polymers with solids) – starting viscosity 2100cP, final 350,00cP |
Abbess offers a spectrum of material vacuum processing solutions – from Vacuum Degassing and Vacuum Mixing through to Vacuum Molding and Vacuum Curing & Drying. Abbess can take a bulk material all the way from degas to cure without exposure to atmosphere (Table 3 and Table 4). With each solution, the quality of the end product is improved (Table 4). The customer may pick any of the menu of solutions offered to suit their budget understanding there is a cost-benefit trade-off: For example, a user may choose to skip both mixing and pre-dose degassing stages, but employ in-vacuum molding (fixing a liquid feed-thru from the non-degassed reservoir into the vacuum chamber containing the evacuated mold).
The benefits of each stage of a complete mix & degas/mold/cure process are summarized in Table 3, whereas disadvantages of non-vacuum processes were highlighted in Table 1: Effect of degassing Molds Filled in Atmosphere with Non-Degassed Material. Clearly, optimal product quality is attained by using every vacuum process step.
The same principles hold true from industrial production scale right to the level of the individual artisan or craftsman seeking quality product.
Table 3: Effect of a Complete Vacuum Mix & Degas/Mold/Cure Process

Table 4: Improving Product Quality by Adding Vacuum Processing Methods

| Vac Degassing (w/o mixing) | Vac Mix & Degas | In-Vac Dosing | |
| Type I | U | R~ HR for large qty | HR/N |
| Type II | NR | NR | N |
| Type III-IV | NR | N | N |
| Key | U=Useful; NR = Not Recommended; R=Recommended; HR=Highly Recommended; N= Necessary | ||
Here (Table 5) we see a matrix of a limited sample of Abbess’ vacuum degas/mold solutions, highlighting components, systems (inclusive of pump), and accessories (feed-thrus, heated plate). For a full selection, see our website. A baseline system includes only the ‘chamber’ – pumping systems, carts, and all other accessories are additional extras, giving the customer budget flexibility. Control, an added complexity, may be manual or automated (with or without a PC Touch Screen Control package), discussed in another document. Most simple applications can be controlled manually satisfactorily.
| Abbess Vacuum Solutions | Increasing System Complexity |
||
| Degassing: without mixing |  |
 |
 |
| Mixing/Degassing |  |
 |
 |
| Molding (Dosing) |  |
 |
 |
| Curing | No additional accessory | UV light |  |
| 3.0 Vacuum Degassing |
(TOP)
Vacuum Degassing removes Dissolved and Entrapped gas (e.g. air) that would otherwise cause defects in cured products. A basic degassing vacuum chamber can be used to first degas a liquid (mixed or otherwise) and then degas a filled mold.
Vacuum degassing (without mixing) relies on trapped and dissolved gases expanding and precipitating to the surface as the pressure decreases. This causes the bulk material to expand considerably. The degas container must be large enough to allow for this expansion. Intentional staged micro-venting is often employed to throttle back the expansion. A multi-phased pump-vent process is used until the product no longer expands. Such expansion is minimized when the product is mixed under vacuum (see later). Care has to be taken not to Overpump which causes product breakdown.
Depending on the materials, degassing without mixing is typically acceptable for Type I materials (Viscosities up to 5,000 cP).
Mechanical feed-thrus can be added to permit manual agitation of a manually-filled mold, which may facilitate freeing of entrapped air. See later for mold filling under vacuum.
| 3.1 Effect of Pressure on Boiling Point |
(TOP)
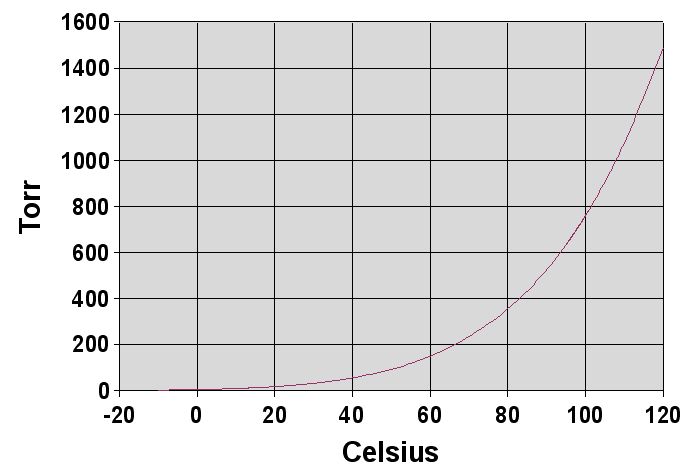
As pressure decreases on a gas or liquid, its boiling point decreases as shown in the following graph:
Figure 1: Graph of water vapor pressure versus temperature1
.
Pumping beyond the point required for degassing (Overpumping) can place the bulk material in the pressure region where it will start to boil. Both degassing and boiling processes sometimes dovetail, but they are two separate processes. Generally, boiling is to be avoided.
Overpumping could physically change/harm the product: The ultimate pressure of pumps provided with degassing systems is often in excess of the required degas processing pressure. Consequently, without further intervention, the product may reach its boiling point (bp). The customer needs to determine whether boiling their product is a concern, and consequently what the vacuum limit is for their process. Click here for a nifty calculator https://www.trimen.pl/witek/calculators/wrzenie.html.
This pressure-bp relationship can be used beneficially in heated processes (avoiding boiling itself) – requiring less power to heat the product than its atmospheric equivalent. Abbess can add chamber shrouds or thermal plates to their systems.
The customer needs to be sure that enough pressure is pulled to ‘break’ the gas bubbles. Customers should always ask their supplier what degassing pressure is required for that particular product – and for how long. Alternatively they must determine these parameters through experiment. Customers must also ascertain the minimum pressure allowed (below which the product is damaged). These values are manufacturer dependent. Abbess can incorporate timers, and regulators into degassing systems to prevent overpumping (in both pressure and time).
https://upload.wikimedia.org/wikipedia/commons/2/25/Water_vapor_pressure_graph.jpg
{kind=link}
| Manufacturer | Produc | Degassing Pressure | |
| “HgV | Torr | ||
| Water; water-based product | 22 | 202 | |
| Urethanes | 27 | 74 | |
| Viscous Silicones | 28-29 | 49-23 | |
| Freeman | polyurethane elastomer silicone rubber | 29 | 23 |
| 3.2 Vacuum Mixing Degassing |
(TOP)
Vacuum Mixing can greatly improve the degassing operation of almost all material; it is considered highly recommended for materials with viscosities greater than 5,000 cP, and a ‘must’ for thicker materials like pastes and gels i.e. for viscosities greater than 30,000 cP.
Compared to degassing without mixing, a particular material being degassed (with mixing) to the same extent does not require as low a pressure (because the process is NOT having to rely on the boiling off of gaseous product), so the material is not heated to the same extent. Consequently there is less expansion of the material during vacuum mixing, and therefore less chance of material decomposition/defect and less chance of end-product failure. It is evident then, that vacuum mixing degassing is also beneficial for low viscosity materials.
For materials that MUST be mixed e.g. 2 part epoxies, mixing under vacuum prevents the otherwise inevitable integration of air into the product.
Vacuum mixing may be between solid-solid (powder mixing, particle coating, nanoparticle blending), liquid-liquid (emulsions, polymer/liquid – e.g. resins), or solid-liquid (highly loaded polymers/pastes, nano suspensions – e.g. Dispersing fine particles in low viscosity liquid). Pre- and Post-mixing viscosities can vary immensely e.g. for Loaded Polymer Blending (loading viscous polymers with solids) can have a starting viscosity around 2000cP, final around 350,00cP.
An emerging vacuum degassing technology involves mixing molten metal: solid metals are placed in a crucible in the vacuum chamber, melted under vacuum, then mixed. Degassing occurs both during the melt and mix processes. Ceramic and other particles can be added to the mix, under vacuum, with Abbess’ Microbead dispenser (see later). This method can be used for preparing composites. In-vacuum casting can be carried out by using a wobble stick to manipulate the crucible. See later for mold filling under vacuum.
Mixing of Pseudoplastic Liquids (gels, latex paints, and lotions) and Thixotropic Liquids such as inks results in increased fluidity, facilitating degassing and liquid transfer processes (mixing should be maintained during Thixotropic liquid transfer process to hold back viscosity increase by hysteresis).
Reduction in viscosity with increased agitation is not seen in such Newtonian Liquids as water, mineral oils, syrup, hydrocarbons, and resins. Viscosity remains constant for these liquids.
Note that viscosity increases under agitation for Dilatant Liquids such as slurries, clay, and candy compounds. After initial mixing, mixers can then stall, unable to handle the viscosity increase.

Figure 2 Viscous Liquid Behaviour2
A heated plate may be added beneath the mixing container to reduce effective viscosity, and to facilitate transference to another vessel/mold.
Abbess customers typically choose, and are successful with, on-axis vertical mount mixing. However, Abbess could provide off-axis mounting should the customer require it.
| 3.2.1 Mixer Choice |
(TOP)
Use the following guidelines to select the right mixer for your needs:
Power Source– Mixers are powered by hand, air, or electricity.
Hand mixers are likely not practicable in production environments, but may well suit the hobbyist or research/prototype laboratory. Abbess can offer a Wobble Stick mixing interface.
Air-powered mixers have variable speed control (e.g. 300-3000 rpm), can’t be overloaded, offer less chance of overheating, and deliver more horsepower per weight than electric-powered motors. Their variable speed range, tends to be compatible with a range of viscosities up to 5,000 cPs.
Electric mixers use energy more efficiently and thus are more economical than air-powered mixers.
Drive– Select the drive style that’s right for your application.
Direct-drive mixers turn the propeller at the same speed as the motor, offering high rotational speeds for quick mixing of low-viscosity materials.
Gear-drive mixers typically turn the propeller at lower speeds than the motor, making them ideal for higher-viscosity materials.
Horsepower– Refer to the table below to find the approximate horsepower of the mixer you’ll need. When in doubt, choose a motor with a higher horsepower to avoid overloading. Typically, mixer motors up to 3hp are available.
Note that two materials could have similar viscosities but entirely different densities – the denser material will naturally require more horsepower to mix. A material’s density as compared to water is known as its Specific Gravity. The table assumes a Specific Gravity (SG) equivalent to that of water throughout (i.e. equal to 1). There is an approximate linear relationship between the degree to which the actual specific gravity exceeds that of water and the corresponding degree of increase required in horsepower suggested for a material twice as dense as water, the suggested horsepower should be doubled for a certain tank size and material viscosity.
Table 7: Variation of Suggested Mixer Horsepower with Viscosity and Tank Size
| Viscosity cP |
Material | Horsepower of Mixer | |||
| Tank Size Gallons | |||||
| 25 | 50 | 100 | 200 | ||
| 1 | Water | ¼ | ¼ | 1/3 | 1/3 |
| 100 | Olive oil | ¼ | 1/3 | ½ | ½ |
| 500 | Paint | 1/3 | ½ | ½ | ¾ |
| 985 | Castor Oil | ½ | ¾ | ¾ | 1 |
| 2,000(—10,000) | Honey | ¾(-2) | 1(-3) | 1 | 1 |
| 5,000(—10,000) | Molasses | 1(-2) | 1.5(-3) | 2 | 3 |
| 10,000 | Sour Cream | 2 | 3 | ||
| 50,000—100,000 | Ketchup* | Recommend using gear-drive mixers below red dotted line | |||
| 250,000 | Peanut Butter* | ||||
Abbess supplies variable speed motors. Variable speed motors help to address viscosity changes experienced during a mix, and also adds flexibility to the chamber, permitting a range of products to be mixed.
| 3.2.2 Impeller/Propeller Choice |
(TOP)
This tends to be an end-use, process-specific decision. The customer might need to try a couple of different designs to find the best one for the application. Abbess mixer systems are compatible with impellers/propellers purchased from, for example, McMaster-Carr, Exaco (Exomixers), ProMixers, PropRMix, and local hardware stores. Abbess recommend s that customers seek advice on impeller/propeller design and quantity from their blade manufacturer. For high liquid levels (where the liquid depth is more than 1.5x the tank diameter), the blade manufacturer will likely recommend fitting two blades onto the shaft.
Note that stainless steel is required for medical and food applications.

Figure 3: Wide Range of Impeller Compatibility
Propellers are typically used for all-purpose mixing, blending, agitating, and liquid movement. Steep pitch propellers can improve flow by 50-60% over square pitched propellers.

Figure 4: Propeller
Hydrofoil blades are often used for blending.

Figure 5: Hydrofoil Impeller
Dispersion blades are useful for highly viscous material; in applications such as paint dispersion, clay processing, paper coatings and ink manufacturing; and for grinding.

Figure 6: Dispersion Blade
| 3.2.3 Mixing Container Choice |
(TOP)
Abbess’ chambers are sized to contain industry-standard mixing pots & containers (mixing vessels are not included). One of our larger mixing systems will accept a 55 Gallon drum, for example.
The customer will need to size the mixing container to allow for material expansion.

Figure 7: Standard 55 drum vacuum chamber, 3 Hp mixer
For our smaller chambers, customers may use common products such as those available from Nalgene.
Abbess provides optional-extra versatile holders to stabilize a variety of sized mixing containers within the chamber: Nalgene brand 1201 series (or similar mixing containers) models “1201-250” – “1201-4000” (250mL to 4000mL).

Figure 8: Versatile Mixing Vessel Hold-Down Fixture
Other than the large ’55 gallon drum’ system (which is painted steel), our mixing chambers are aluminum cylinders. If splashing and clean up is a concern, Abbess recommends the customer purchase the optional-extra PTFE non-stick chamber coating. Abbess also offers an FDA approved coating version for the food and medical industry.
| 3.3 Vacuum Mold Filling |
(TOP)
Even with degassed material, air pockets will likely form in the mold during fill unless the mold itself is evacuated i.e. under vacuum. In Vacuum Mold Filling, the fill material is degassed in a secondary ‘reservoir’ chamber and fed, via a liquid feedthru, to the mold which is under vacuum in the primary chamber. The feed is usually both gravity and vacuum assisted, and the mold is sufficiently sturdy so as not to distort under vacuum.
A heated plate and/or shroud around the reservoir chamber can be used to increase fluidity of the fill material. An increase in fluidity will decrease the absorbed gas diffusion time, and thus also the degassing time. Heated plates can also be employed to facilitate curing, though ultraviolet (UV) lights can be added if a UV cure is required.
This Liquid Feed-thru (Fig. 10) is used in Abbess vacuum chambers of all production sizes, as a resin feed tube with a manually operated feed control valve that allows the operator to control or regulate the resin flow (to throttle back the flow to prevent Racetracking, for example). The system uses low cost, disposable PVC feed tubing; virtually eliminating clean up.

Figure 9: Abbess Liquid Feedthrus Offer Quick Set up and Clean up
Multiple parts can be filled during each vacuum cycle by using an optional x-y position control system, a or a Wobble Stick or rotary feed-thru with arm (rotary or linear) to move the resin feed tube from place to place, over each part or mold (see Figs. 11-14). The wobble stick has a working cone of approximately 270 ° within the chamber.

Figure 10: Optional x-y Position Control

Figure 11: Wobble Stick Feedthru with 270(0) Working Cone

Figure 12: Rotary Liquid Feedtrhu

Figure 13: Linear Motion Feedthru
Mechanical feedthrus (such as linear motion or wobble stick feedthrus) can be added to permit manual agitation of the mold.
Note that Abbess vacuum systems are NOT pressure vessels, but they can withstand a slight overpressure of between 3 and 5psi. Consequently, pressure molding techniques must not be employed within an Abbess vacuum chamber.
| 3.4 Vacuum Micro-Bead (Micro-Balloon) Dispensing |
(TOP)
Gas Entrainment is assisted by Abbess’ micro-bead dispenser, which is mounted to the vacuum system with the acrylic loading door facing upwards in a horizontal plane. The user isolates the vacuum chamber and opens the acrylic door to fill the sample boat with the correct dose of micro-beads. After closing the door, the load lock is itself evacuated, then opened to the chamber. After pushing the rotatable shaft into the chamber, the user rotates the shaft to dump the load into the substrate. The dumped substrate is usually dispersed through the substrate with vacuum mixing.

Figure 14: Vacuum Load Lock for Micro-Bead Dispensing
Microbeads, also known as microspheres, are small spherical particles of 1 μm to 1mm in diameter manufactured from natural or synthetic material, and are often used as structural fillers. Microballoons are a type of microbead (often hollow glass, ceramic, or polymers) used to reduce the density of the substrate and/or act as a light weight filler. Glass microspheres are between 10 μm and 300 μm in diameter. Cenospheres are a type of microballoon. A popular use for micro and macroballoons is in the manufacture of Syntactic Foam.

Figure 15: Engineered Syntactic’s Macrocoreâ„¢ Syntactic Foam
Abbess’ load lock is not limited to microbead dispensing, and may also be used to dispense powders, and liquids. It is used in Casting, architectural detail, modeling, pharmaceutical, molding, electronics, aerospace, medical, resin floors industries. Applications include batch mixing, encapsulating dry solids (such as powders), aggregates, fillers, as well as liquids and liquids without air entrainment .
4.0 Curing
As mentioned previously, vacuum chamber heaters and/or UV light accessories can aid in curing.
| 5.0 Conclusion |
(TOP)
Your product’s quality will be better (fewer defects, improved aesthetics), and the batch-batch variance more reliable with each additional stage of vacuum processing that is employed. Whatever your decision regarding trade-off of your product quality and solution price, Abbess Systems has a vacuum degas/dose solution to fit your budget.
| Glossary |
(TOP)
Viscosity (centipoise)– The thickness, or resistance to flow, of a material. Viscosity is typically measured in centipoises (cP), with water being equal to 1 and molasses between 5,000 and 10,000. Therefore, the greater the number, the higher the viscosity.
Absorption–The process by which a substance in one state is incorporated by a into the bulk substance of another state e.g. the process by which gas dissolves in a liquid. Absorbed gas may be thought of as Dissolved Gas.
Adsorption–The process by which a substance attaches to a surface creating a surface film e.g. of gas molecules to a liquid surface.
Desorption–The release of adsorbed material (by reversal of the adsorption process) from the surface of a liquid or sold.
Entrapped Gas–One or more ‘accidental’ pocket or bubble of gas. Usually found in highly viscous materials, and often as a result of mixing the product in air. Usually deemed to have a negative effect on the properties of the bulk material.
Dissolved Gas–Usually homogenously dispersed such as the Fault Gases formed in transformer oil, or the CO2 in soda. It will usually precipitate out of the liquid when pressure is reduced. If not properly degassed, a curing material that has dissolved gas may be left with gaseous bubbles through its solid form (such as the air pockets in leavened bread caused by CO2 released by the yeast).
Outgassing–The spontaneous evolution/release of gas from the body of a solid or liquid: Adsorbed molecules have to overcome an energy barrier before being released, whereas absorbed molecules, in addition, have to diffuse along the material lattice before encountering the surface.
Degassing–The deliberate removal of gas from the body of a solid or liquid.
Entrainment– To draw in, and transport, a solid or gas into the flow of a fluid. Usually the entrainment is homogenous through the bulk material.
Entrainment can have the connotation of deliberately entrapping one type of particle/gas in another flowing bulk material such as the deliberate incorporation of gas bubbles as air entrainment in concrete. This entrainment is usually deemed to have a positive effect on the bulk material, such as increasing durability of concrete especially for freeze-thaw environments as well as increasing its workability before it sets. Incorporation of Microballoons/Cenospheres is one method of air entrainment.
Hydraulic systems can cause small air bubbles to become entrained in the hydraulic fluid. This entrainment has a negative effect (e.g. erratic servo operation). Vacuum mixing degassing can rejuvenate the fluid.
Overpumping–Pumping on the product for too long or to too low a pressure resulting in irreparable damage to the product (i.e. an undesired change in physical or chemical properties).
Fault Gases–Atmospheric Gases dissolved in transformer oil caused by natural aging or faults within a transformer: Hydrogen, Nitrogen and Oxygen Oxides of Carbon: Carbon Monoxide and Carbon dioxide Hydro Carbons: Acetylene, Ethylene, Methane and Ethane
Newtonian Liquids –Viscosity remains constant regardless of changes in shear rate or agitation (i.e. regardless of mixing speed). As pump speed increases, flow increases proportionately. Liquids displaying Newtonian behavior include water, mineral oils, syrup, hydrocarbons, and resins. Non-Newtonian liquids are considered to be ‘non-linear’.
| Classes of Nonlinear Fluids with Examples and Applications | ||
| shear-thinning | shear-thickening | |
| time-dependent (memory materials) |
thixotropic ketchup, honey, wet clay soils, synovial fluid |
rheopectic printer’s ink |
| time-independent (non-memory materials) |
pseudoplastic styling gel, paint, medical ointments |
dilatant cornstarch paste, silly putty, liquid armor, viscous coupling fluids |
| with a yield stress | bingham plastic toothpaste, drilling mud, printing ink, blood, molten chocolate |
d.n.a. |
Pseudoplastic Liquids2–Viscosity decreases as shear rate increases, but initial viscosity may be great enough to prevent mixing initiation if the mixer is not sized to handle the initial ‘higher’ viscosity. Typical pseudoplastic liquids are gels, latex paints, lotions, and medical ointments.
Dilatant Liquids2–Viscosity increases as shear rate increases. Mixers can bog down and stall after initially mixing dilatant liquids. Some liquids showing dilatant behavior are slurries, clay, and candy compounds.
Thixotropic Liquids2–Like a pseudoplastic liquid, viscosity decreases as shear rate or agitation increases. When agitation is stopped or reduced, hysteresis occurs and viscosity will increase. Often the viscosity will not return to its initial value. Some examples of thixotropic liquids are soaps, tars, vegetable oils, shortening, glue, inks, peanut butter, some high viscosity urethanes, and some slurries.
Racetracking–The fast flow of mold filler along an unplanned path (often the perimeter) that results in the mold vents being reached and blocked before some mold cavities are filled.
Microbeads–Also known as microspheres. Small spherical particles of 1 μm to 1mm in diameter manufactured from natural or synthetic material. Often used as structural fillers.
Microballoons–A type of microbead, often hollow glass, ceramic, or polymers, used to reduce the density of the substrate and/or act as a light weight filler. Glass microspheres are between 10 μm and 300 μm in diameter.
Specific Gravity–A unitless dimension comparing the heaviness of a substance with that of water at a specific temperature. It is also referred to as the relative density (to that of water).
Table 8: Sample Specific Gravities
| Liquid | Specific gravity | ||
| Temp | Based on water = 1 at 60 ºF |
||
| ºF | ºC | ||
| Automatic crankcase oils SAE 10W/20W/20/30/40/50 |
60 | 15.6 | .88-.94 |
| Automotive gear oils SAE 75W/80W/85W/90W/140/150 |
60 | 15.6 | .88-.94 |
| Beer | 60 | 15.6 | 1.01 |
| Benzene (Benzol) C6H6 | 60 | 0 15.6 |
0.899 0.885 |
| Bone oil | 60 | 15.6 | 0.918 |
| Boric acid, sat. H3BO3 | 46.4 59 |
8 15 |
1.014 1.025 |
| Bromine | 68 32 |
20 0 |
2.9 |
| Calcium chloride 5% 25% |
60 | 18.3 | 1.040 |
| 60 | 15.6 | 1.23 | |
| Castor oil | 68 104 |
20 40 |
0.96 0.95 |
| China wood oil | 60 | 15.6 | 0.943 |
| Cod oil | 60 | 15.6 | 0.928 |
| Corn oil | 60 | 15.6 | 0.924 |
| Corn starch solutions 22 Baume 24 Baume 25 Baume |
60 | 15.6 | 1.18 |
| 60 | 15.6 | 1.20 | |
| 60 | 15.6 | 1.21 | |
| Cotton seed oil | 60 | 15.6 | .88-.93 |
| Glycerine 100% | 68 | 20 | 1.260 |
| Glycerine 50% water | 68 | 20 | 1.13 |
| Glucose | 60 | 15.6 | 1.35-1.44 |
| Ink, printers | 60 | 15.6 | 1.0-1.4 |
| Lard | 60 | 15.6 | 0.96 |
| Lard oil | 60 | 15.6 | .91-.93 |
| Linseed oil | 60 | 15.6 | .92-.94 |
| Milk | 60 | 15.6 | 1.02-1.05 |
| Molasses – A, first – B, second – C, blackstrap |
60 | 15.6 | 1.40-1.46 |
| 60 | 15.6 | 1.43-1.48 | |
| 60 | 15.6 | 1.46-1.49 | |
| Naphthalene | 68 | 20 | 1.145 |
| Olive oil | 60 | 15.6 | .91-.92 |
| Palms oil | 60 | 15.6 | 0.924 |
| Peanut oil | 60 | 15.6 | 0.92 |
| Rapeseed oil | 68 | 20 | 0.92 |
| Rosin oil | 60 | 15.6 | 0.98 |
| Sesame seed oil | 60 | 15.6 | 0.923 |
| Sodium chloride 5% 25% |
39 | 3.9 | 1.037 |
| 39 60 |
3.9 15.6 |
1.196 1.19 |
|
| Soya bean oil | 60 | 15.6 | .924-.928 |
| Varnish, spar | 60 | 15.6 | 0.9 |
Syntactic Foam–An engineered foam that is easily machinable; is buoyant; has similar coefficient of thermal expansion to that of aluminum; and has very high compression to strength ratio.
Cenospheres–A microbead industrial byproduct (typically of coal combustion) filled with inert air or gas. Very useful as fillers e.g. to produce low density concrete. Cenospheres are insulators, but when coated with silver and have found use in conductive paints used, for example, as electromagnetic shielding.
Wobble Stick– Allows movement in a vacuum chamber within a working cone. Most movements that would typically be done by hand can be done through a wobble stick. The working cone can be moved linearly to access different areas of the chamber to a distance limited by the length of the wobble stick shaft. Numerous accessories can be attached to the end of a wobble stick such as screw drivers, and mixing blades.
| Additional References |
(TOP)
Viscosity: A Fluid’s Resistance to Flow R.M. Gresham et al
https://www.stle.org/assets/document/tlt_Lube_Fund_11-081.pdf
Rheological Evaluation of a Thermosetting Urethane Sealant Used in a Medical Device
Steven R. Aubuchon, Ph.D., Applications Specialist, TA Instruments, New Castle, Del.
August 1, 2002
https://www.adhesivesmag.com/Articles/Feature_Article/ee91f14138ac8010VgnVCM100000f932a8c0
– See more at: https://abbess.com/vacuum/node/147#sthash.bjxJ3Att.dpuf